�_���Ԅӻ����a(ch��n)���O(sh��)��֮�g��Ό�(sh��)�F(xi��n)ͬ����
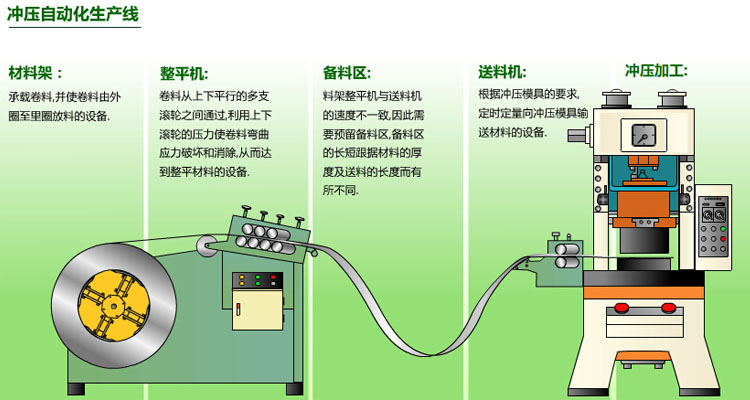
�����������a(ch��n)�ě_���Ԅӻ����a(ch��n)���O(sh��)����Ҫ�Բ��ϼܡ�Уƽ�C(j��)�����ϙC(j��)�M�ɡ�ԓ�_���Ԅӻ����a(ch��n)���Ԅӻ��̶ȸߣ��ڌ�(sh��)�Hʹ���г��˺��εĽo�ϼ������ϣ����������κβ�������ȫ�Ԅӻ����a(ch��n)��
��������Ҫ��Bһ���@һ�����a(ch��n)��ÿ����λ�������ã�
1.���ϼܣ����d���ϣ���ʹ��������Ȧ��������ϵ��O(sh��)��
2.Уƽ�C(j��)�����Ϗ�����ƽ�еĶ�֧�L݆֮�gͨ�^���������L݆�ĉ���ʹ���Ϗ�����(y��ng)���Ɖĺ��������Ķ��_(d��)����ƽ���ϵ��O(sh��)�䡣
3.���υ^(q��)������Уƽ�C(j��)�c���ϙC(j��)���ٶȲ�һ�£������Ҫ�A(y��)����υ^(q��)�����υ^(q��)���L�̸���(j��)���ϵĺ�ȼ����ϵ��L�ȶ�������ͬ��
4.���ϙC(j��)������(j��)�_��ģ�ߵ�Ҫ���r������_��ģ��ݔ�Ͳ��ϵ��O(sh��)�䡣
5.�����Ǜ_���ӹ�
�����S��͑��ڳ����xُ�_����߅�O(sh��)��r��������һ���ϙC(j��)������һ�ϼܼ�Уƽ�C(j��)���c(di��n)�еĹ�(ji��)ʡռ�ؿ��g�����ϙC(j��)��Уƽ�C(j��)�����ϼ���Ό�(sh��)�F(xi��n)ͬ���е����⣬�䌍(sh��)�@Щ�������ڛ_�����a(ch��n)���Ђ��υ^(q��)�ľ��ʡ����D��ʾ��
�����_�����a(ch��n)�����ϼܡ�Уƽ�C(j��)�����ϙC(j��)�����ǟo�g϶�B�ӵģ���������֮�g������һ�����υ^(q��)��ͨ�^���υ^(q��)�팍(sh��)�F(xi��n)���ߵ�ͬ��������һ���ϙC(j��)������һ�ϼܼ�Уƽ�C(j��)���f�Ĺ�(ji��)ʡռ�ؿ��g�����f�Ĺ�(ji��)ʡ���υ^(q��)��
�������υ^(q��)�����x�����ϼܼ�Уƽ�C(j��)��ͣ���\(y��n)�D(zhu��n)�������ϙC(j��)���gЪ�Ă��Ͷ��L���ϣ���ˣ�Ҫ����һ���Ĵ��Ͽ��g����(d��ng)���ٲ���ͨ�^�ϼܣ���Уƽ�C(j��)�����ϕr���γ�һ�����ȣ���(d��ng)����׃����|���Б�(y��ng)�ܕr��24V�������ͨ���Ķ�ʹ�ϼܣ���Уƽ�C(j��)���е����g�^����l(f��)�����D(zhu��n)��ʹ�C(j��)�_ֹͣ�\(y��n)�D(zhu��n)����(d��ng)���������ϙC(j��)���϶��x�_�Б�(y��ng)�ܣ��C(j��)�_�͕��^�m(x��)�\(y��n)�У����ѭ�h(hu��n)�\(y��n)������(sh��)�F(xi��n)���趨�����ͣ��_(d��)���Ԅӻ����Ƶ�Ŀ�ġ�
�������υ^(q��)�Ĵ�С�����υ^(q��)�Ĵ�С�轛(j��ng)�^���_��Ӌ�㣬�c�����L�ȡ����Ϻ�ȡ��_���ٶ����P(gu��n)�����υ^(q��)�^������M(f��i)�S�����g��ͬ�rʹ���υ^(q��)�e���^��IJ��ϣ����ӂ��υ^(q��)��˙C(j��)�_늙C(j��)ؓ(f��)�ɣ����υ^(q��)�^С�������Уƽ�C(j��)����ϼ��l���_ͣ�����늙C(j��)������
�������υ^(q��)�Ŀ��Ʒ�ʽ��ʹ��24V�Б�(y��ng)�ܿ�������õĿ��Ʒ�ʽ������ֻ�����ڽ��ٲ��ϵě_���Ԅ����ϣ������ϲ���(d��o)늣��t���ɹ���_�P(gu��n)���o����|���ϣ���(d��ng)�����ړ�ס����������_�P(gu��n)�͕����ӿ����O(sh��)��ֹͣ�\(y��n)�D(zhu��n)�������_�P(gu��n)����(d��ng)���ϻ���׃���|�������_�P(gu��n)�����_�P(gu��n)���ӿ����O(sh��)��ֹͣ�\(y��n)�У��������
���������f��ُ�I����һ���ϙC(j��)�ĕr�������P(gu��n)ע�����ϼܡ�Уƽ�C(j��)�����ϙC(j��)��ͬ�r��ǧ�f��Ҫ�����˂��υ^(q��)�@��λ���Ƿ��І��}��ǰ���ѽ�(j��ng)��B�ˣ����υ^(q��)����І��}���������_�����a(ch��n)�������F(xi��n)��ͬ������r����ͬ�ĺ�����Ǜ_��������������F(xi��n)ƫ��Ȇ��}��
�����ɼ����C(j��)е�����l(f��)����http://www.123lupp.com/jszs/74.html
|